6 Preparation Of Welding Stainless Steel Flux Core Wire
Table of Contents
Groove Form and Requirements
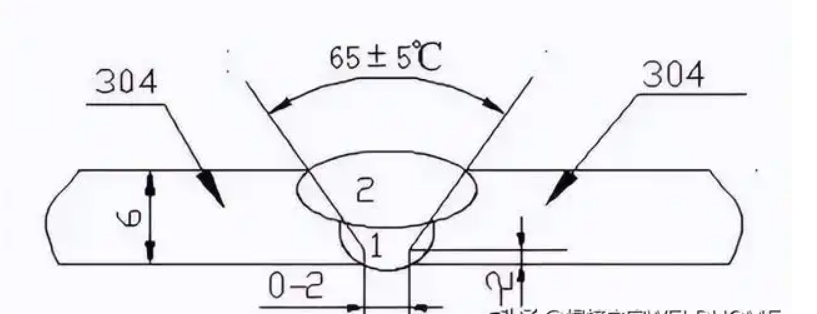
The groove form of stainless flux core wire cannot be ignored, and the groove parameters of argon arc welding have strict requirements. The groove form is shown in Figure 1
Cleaning Of Both Sides Of The Groove
Use mechanical methods to clean the oil, rust, dirt and other debris that affect the welding quality within 20mm of the groove and its inner and outer walls.
Pipeline Assembly
When assembling pipes, the groove angle, gap, misalignment, edge angle, etc. should meet the requirements of the corresponding specifications. The pipe fittings are clean and free of debris, the inner wall is flush, and the maximum misalignment does not exceed 10% of the wall thickness and is not greater than 2mm.
Spot Fixing
Spot fixing should be carried out symmetrically, and manual tungsten inert gas arc welding is used for spot fixing, with a length of 20 (mm). After spot fixing, carefully check the spot fixing quality. If there are surface cracks, pores, incomplete welding and other defects, they must be thoroughly removed.
Environmental Protection
1.Relative humidity>80%
2.Wind speed during manual arc welding: ≥8m/s.
3.≥2m/s during argon arc welding.
4.Temperature: The temperature of the weldment is lower than 5℃.
5.Weather: Outdoor work without snow and rain protection measures (when there is rain or snow). When the on-site environment cannot meet the above requirements, measures such as setting up a protective shed, using a furnace to heat the environment to increase the ambient temperature, and reducing the relative humidity of the air should be taken before welding construction can be carried out. A temperature and humidity meter should be placed in the protective shed to facilitate observation of the ambient temperature and humidity.
Post-Weld Inspection
1. Appearance inspection: Defects that can be found through appearance inspection include: surface pores, slag inclusions, weld penetration, undercuts, cracks and similar surface defects and the surface color of welded joints. Inspection can be carried out with a magnifying glass within 10 times. Before inspection, slag should be removed and cleaned within a 20mm wide range on both sides of the weld, and then inspection should be carried out along both sides of the weld.
2. Radiographic inspection: Radiographic inspection of welds should comply with the provisions of the current industry standard “Non-destructive testing of pressure equipment Part 2 Radiographic inspection”.

Frequently Asked Question
A: We offer 302, 304, 316 stainless steel
A: Contact our team to discuss your requirements.
Pricing & Shipping:
A: We source high-quality materials competitively.
A: FOB, CFR, CIF, door-to-door. We’ll advise on the most economical option.
A: We offer stock and efficient mill deliveries with minimized lead times. We’ll provide an estimated timeframe upon confirming your order.
Comments


Tags
Tags


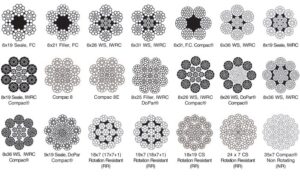
Abrasion resistance is necessary if the wire rope will be dragged over rough surfaces. Ropes made of many small wires are not ideal for resisting abrasion as they wear down faster. Instead, opt for ropes with fewer and larger wires to handle abrasive conditions better.