6 Подготовка на заваръчна тел с флюсова сърцевина от неръждаема стомана
Съдържание
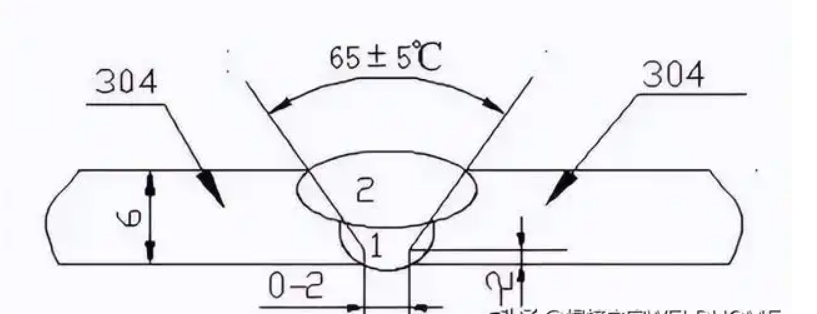
Форма и изисквания на Groove
Формата на жлеба на тел от неръждаема флюсова сърцевина не може да бъде пренебрегната, а параметрите на жлеба при заваряване с аргонова дъга имат строги изисквания. Формата на канала е показана на фигура 1
Почистване на двете страни на канала
Използвайте механични методи за почистване на масло, ръжда, мръсотия и други остатъци, които влияят на качеството на заваряване в рамките на 20 мм от жлеба и неговите вътрешни и външни стени.
Монтаж на тръбопровод
При сглобяване на тръби ъгълът на жлеба, празнината, несъответствието, ъгълът на ръба и т.н. трябва да отговарят на изискванията на съответните спецификации. Тръбните фитинги са чисти и без отломки, вътрешната стена е изравнена и максималното отклонение не надвишава 10% от дебелината на стената и не е по-голямо от 2 mm.
Точково фиксиране
Точковото фиксиране трябва да се извършва симетрично, а за точково фиксиране се използва ръчно електродъгово заваряване с волфрамов инертен газ с дължина 20 (mm). След точково фиксиране внимателно проверете качеството на точковото фиксиране. Ако има повърхностни пукнатини, пори, непълна заварка и други дефекти, те трябва да бъдат отстранени старателно.
Опазване на околната среда
1.Относителна влажност>80%
2. Скорост на вятъра по време на ръчно електродъгово заваряване: ≥8m/s.
3.≥2m/s по време на заваряване с аргонова дъга.
4. Температура: Температурата на заваръчния шев е по-ниска от 5 ℃.
5.Време: Работа на открито без мерки за защита от сняг и дъжд (когато има дъжд или сняг). Когато околната среда на място не може да отговори на горните изисквания, трябва да се предприемат мерки като създаване на защитен навес, използване на пещ за загряване на околната среда, за да се повиши температурата на околната среда и намаляване на относителната влажност на въздуха, преди да може да се извърши заваръчна конструкция извършено. В предпазния навес трябва да се постави измервател на температурата и влажността, за да се улесни наблюдението на температурата и влажността на околната среда.
Проверка след заваряване
1. Проверка на външния вид: Дефектите, които могат да бъдат открити чрез проверка на външния вид, включват: повърхностни пори, включвания на шлака, проникване на заварки, подрязвания, пукнатини и подобни повърхностни дефекти и цвета на повърхността на заварените съединения. Проверката може да се извърши с лупа в рамките на 10 пъти. Преди инспекция шлаката трябва да бъде отстранена и почистена в рамките на 20 mm широк диапазон от двете страни на заваръчния шев, след което трябва да се извърши проверка по протежение на двете страни на заваръчния шев.
2. Радиографска проверка: Радиографската проверка на заваръчните шевове трябва да отговаря на разпоредбите на текущия промишлен стандарт „Безразрушително изпитване на оборудване под налягане, част 2 Радиографска проверка“.

Често задаван въпрос
A: Ние предлагаме 302, 304, 316 неръждаема стомана
О: Свържете се с нашия екип, за да обсъдим вашите изисквания.
Цени и доставка:
О: Ние доставяме висококачествени материали конкурентно.
A: FOB, CFR, CIF, от врата до врата. Ние ще ви посъветваме за най-икономичния вариант.
О: Ние предлагаме складови наличности и ефективни доставки на мелници с минимални срокове за доставка. Ще предоставим приблизителна времева рамка, след като потвърдим поръчката ви.
Коментари

Етикети
Етикети


Устойчивостта на абразия е необходима, ако теленото въже ще се влачи по грапави повърхности. Въжетата, направени от много малки жици, не са идеални за устойчивост на абразия, тъй като се износват по-бързо. Вместо това изберете въжета с по-малко и по-големи жици, за да се справите по-добре с абразивни условия.