6 Příprava svařovacího drátu s tavidlem z nerezové oceli
Obsah
Forma drážky a požadavky
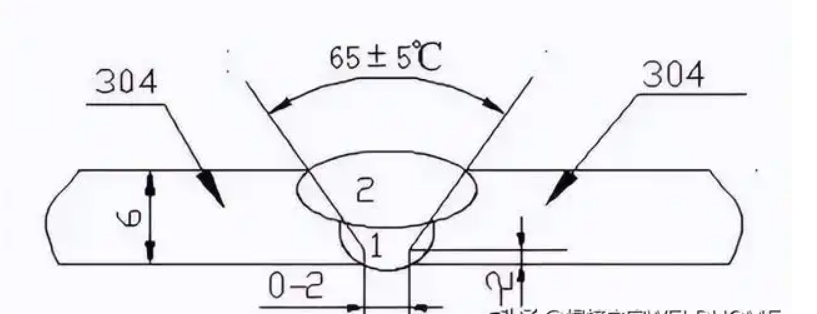
Tvar drážky drátu s jádrem z nerezové oceli nelze ignorovat a parametry drážky argonového obloukového svařování mají přísné požadavky. Tvar drážky je znázorněn na obrázku 1
čištění obou stran drážky
Použijte mechanické metody k čištění oleje, rzi, nečistot a jiných nečistot, které ovlivňují kvalitu svařování do 20 mm od drážky a jejích vnitřních a vnějších stěn.
Montáž potrubí
Při montáži trubek by měl úhel drážky, mezera, nesouosost, úhel hrany atd. splňovat požadavky odpovídajících specifikací. Tvarovky potrubí jsou čisté a bez nečistot, vnitřní stěna je zarovnaná a maximální nesouosost nepřesahuje 10% tloušťky stěny a není větší než 2 mm.
Bodové upevnění
Bodové upevnění by mělo být provedeno symetricky a pro bodové upevnění se používá ruční obloukové svařování wolframem v inertním plynu o délce 20 (mm). Po bodové fixaci pečlivě zkontrolujte kvalitu bodové fixace. Pokud se na povrchu vyskytují praskliny, póry, nedokonalé svařování a jiné vady, je třeba je důkladně odstranit.
Ochrana životního prostředí
1.Relativní vlhkost>80%
2. Rychlost větru při ručním obloukovém svařování: ≥8 m/s.
3.≥2 m/s při svařování argonem.
4. Teplota: Teplota svařence je nižší než 5℃.
5.Počasí: Práce venku bez sněhu a ochranných opatření proti dešti (když je déšť nebo sníh). Pokud prostředí na místě nemůže splňovat výše uvedené požadavky, měla by být před svařovací konstrukcí přijata opatření, jako je zřízení ochranného přístřešku, použití pece k ohřevu prostředí za účelem zvýšení okolní teploty a snížení relativní vlhkosti vzduchu. odneseno. V ochranném přístřešku by měl být umístěn měřič teploty a vlhkosti, aby se usnadnilo sledování okolní teploty a vlhkosti.
Kontrola po svařování
1. Kontrola vzhledu: Mezi vady, které lze zjistit kontrolou vzhledu, patří: povrchové póry, struskové vměstky, průvar svarů, podřezy, praskliny a podobné povrchové vady a barva povrchu svarových spojů. Kontrolu lze provést lupou do 10x. Před kontrolou by měla být odstraněna a vyčištěna struska v rozsahu 20 mm na obou stranách svaru a poté by měla být provedena kontrola podél obou stran svaru.
2. Rentgenová kontrola: Rentgenová kontrola svarů by měla vyhovovat ustanovením současné průmyslové normy „Nedestruktivní zkoušení tlakových zařízení, Část 2 Rentgenová kontrola“.

Často kladené dotazy
A: Nabízíme nerezovou ocel 302, 304, 316
Odpověď: Kontaktujte náš tým a prodiskutujte své požadavky.
Cena a doprava:
Odpověď: Získáváme vysoce kvalitní materiály konkurenceschopně.
A: FOB, CFR, CIF, door-to-door. Poradíme vám nejekonomičtější variantu.
Odpověď: Nabízíme skladové a efektivní dodávky mlýnů s minimalizovanými dodacími lhůtami. Přibližný termín sdělíme po potvrzení objednávky.
Komentáře


Tagy
Tagy


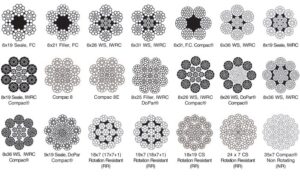
Odolnost proti oděru je nezbytná, pokud bude ocelové lano taženo po drsném povrchu. Lana vyrobená z mnoha malých drátků nejsou ideální pro odolnost proti oděru, protože se rychleji opotřebovávají. Místo toho se rozhodněte pro lana s menším počtem a většími dráty, abyste lépe zvládli abrazivní podmínky.