6 Forberedelse af svejsning af rustfrit stål fluxkernetråd
Indholdsfortegnelse
Rilleform og krav
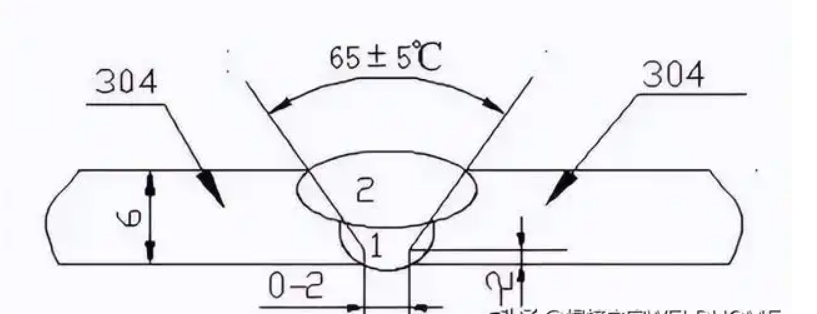
Rilleformen af rustfri fluxkernetråd kan ikke ignoreres, og rilleparametrene for argonbuesvejsning har strenge krav. Rilleformen er vist i figur 1
Rengøring af begge sider af rillen
Brug mekaniske metoder til at rense olie, rust, snavs og andet affald, der påvirker svejsekvaliteten inden for 20 mm fra rillen og dens inder- og ydervægge.
Rørledningssamling
Ved samling af rør skal rillevinklen, spalten, forskydningen, kantvinklen osv. opfylde kravene i de tilsvarende specifikationer. Rørfittings er rene og fri for snavs, indervæggen flugter, og den maksimale forskydning overstiger ikke 10% af vægtykkelsen og er ikke større end 2 mm.
Spotfiksering
Punktfiksering skal udføres symmetrisk, og manuel wolfram inert gasbuesvejsning anvendes til punktfiksering med en længde på 20 (mm). Efter pletfiksering skal du omhyggeligt kontrollere pletfikseringskvaliteten. Hvis der er overfladerevner, porer, ufuldstændig svejsning og andre defekter, skal de fjernes grundigt.
Miljøbeskyttelse
1.Relativ luftfugtighed>80%
2.Vindhastighed under manuel lysbuesvejsning: ≥8m/s.
3.≥2m/s under argonbuesvejsning.
4. Temperatur: Temperaturen på svejsningen er lavere end 5 ℃.
5. Vejr: Udendørs arbejde uden sne- og regnbeskyttelsesforanstaltninger (når der er regn eller sne). Når miljøet på stedet ikke kan opfylde ovenstående krav, bør der træffes foranstaltninger såsom opsætning af et beskyttende skur, brug af en ovn til at opvarme miljøet for at øge den omgivende temperatur og reduktion af luftens relative fugtighed, før svejsekonstruktionen kan udføres. udført. En temperatur- og fugtighedsmåler bør placeres i det beskyttende skur for at lette observation af den omgivende temperatur og luftfugtighed.
Eftersvejsningsinspektion
1. Udseendekontrol: Fejl, der kan konstateres ved udseendekontrol, omfatter: overfladeporer, slaggeindeslutninger, svejsegennemtrængning, underskæringer, revner og lignende overfladefejl og overfladefarven på svejsede samlinger. Eftersyn kan udføres med lup inden for 10 gange. Før inspektion skal slaggen fjernes og renses inden for et 20 mm bredt område på begge sider af svejsningen, og derefter skal der udføres inspektion langs begge sider af svejsningen.
2. Radiografisk inspektion: Radiografisk inspektion af svejsninger skal være i overensstemmelse med bestemmelserne i den nuværende industristandard "Ikke-destruktiv prøvning af trykbærende udstyr Del 2 Radiografisk inspektion".

Ofte stillede spørgsmål
A: Vi tilbyder 302, 304, 316 rustfrit stål
A: Kontakt vores team for at diskutere dine krav.
Pris og forsendelse:
A: Vi køber materialer af høj kvalitet konkurrencedygtigt.
A: FOB, CFR, CIF, dør-til-dør. Vi rådgiver om den mest økonomiske løsning.
A: Vi tilbyder lagerbeholdning og effektive mølleleverancer med minimale gennemløbstider. Vi giver en estimeret tidsramme ved bekræftelse af din ordre.
Kommentarer


Tags
Tags


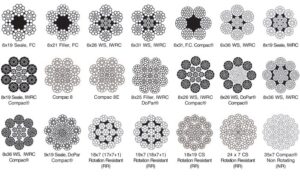
Slidstyrke er nødvendig, hvis ståltovet vil blive slæbt over ru overflader. Reb lavet af mange små ledninger er ikke ideelle til at modstå slid, da de slides hurtigere ned. Vælg i stedet reb med færre og større wirer for at håndtere slibende forhold bedre.