6 Vorbereitung des Schweißens von Edelstahl-Flussmittelkerndrähten
Inhaltsverzeichnis
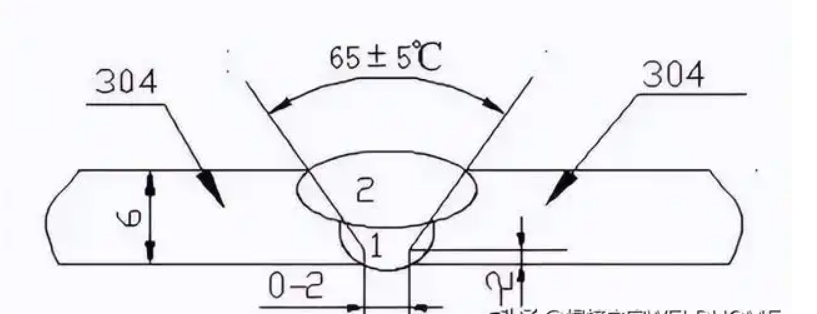
Nutform und Anforderungen
Die Nutform des rostfreien Fülldrahts kann nicht ignoriert werden, und die Nutparameter des Argonlichtbogenschweißens unterliegen strengen Anforderungen. Die Nutform ist in Abbildung 1 dargestellt.
Reinigung beider Seiten der Nut
Entfernen Sie Öl, Rost, Schmutz und andere Ablagerungen, die die Schweißqualität beeinträchtigen, mithilfe mechanischer Methoden im Umkreis von 20 mm der Nut sowie ihrer Innen- und Außenwände.
Rohrleitungsmontage
Bei der Montage von Rohren müssen Nutwinkel, Spalt, Fehlausrichtung, Kantenwinkel usw. den Anforderungen der entsprechenden Spezifikationen entsprechen. Die Rohrverbindungsstücke sind sauber und frei von Ablagerungen, die Innenwand ist bündig und die maximale Fehlausrichtung überschreitet 10% der Wandstärke nicht und ist nicht größer als 2 mm.
Punktbefestigung
Die Punktbefestigung sollte symmetrisch erfolgen. Für die Punktbefestigung wird manuelles Wolfram-Inertgas-Lichtbogenschweißen mit einer Länge von 20 (mm) verwendet. Überprüfen Sie nach der Punktbefestigung sorgfältig die Qualität der Punktbefestigung. Wenn Oberflächenrisse, Poren, unvollständige Schweißnähte und andere Mängel vorhanden sind, müssen diese gründlich entfernt werden.
Umweltschutz
1. Relative Luftfeuchtigkeit>80%
2. Windgeschwindigkeit beim manuellen Lichtbogenschweißen: ≥8 m/s.
3. ≥ 2 m/s beim Argon-Lichtbogenschweißen.
4. Temperatur: Die Temperatur der Schweißnaht liegt unter 5 °C.
5. Wetter: Arbeiten im Freien ohne Schnee- und Regenschutzmaßnahmen (bei Regen oder Schnee). Wenn die Umgebung vor Ort die oben genannten Anforderungen nicht erfüllen kann, sollten Maßnahmen wie das Aufstellen eines Schutzschuppens, die Verwendung eines Ofens zum Erwärmen der Umgebung zur Erhöhung der Umgebungstemperatur und die Verringerung der relativen Luftfeuchtigkeit ergriffen werden, bevor Schweißarbeiten durchgeführt werden können. Ein Temperatur- und Feuchtigkeitsmessgerät sollte im Schutzschuppen aufgestellt werden, um die Beobachtung der Umgebungstemperatur und -feuchtigkeit zu erleichtern.
Inspektion nach dem Schweißen
1. Sichtprüfung: Zu den Mängeln, die bei der Sichtprüfung festgestellt werden können, gehören: Oberflächenporen, Schlackeneinschlüsse, Schweißdurchdringungen, Unterschneidungen, Risse und ähnliche Oberflächenmängel sowie die Oberflächenfarbe von Schweißverbindungen. Die Prüfung kann mit einer Lupe innerhalb von 10 Mal durchgeführt werden. Vor der Prüfung sollte die Schlacke in einem 20 mm breiten Bereich auf beiden Seiten der Schweißnaht entfernt und gereinigt werden. Anschließend sollte die Prüfung entlang beider Seiten der Schweißnaht durchgeführt werden.
2. Durchstrahlungsprüfung: Die Durchstrahlungsprüfung von Schweißnähten sollte den Bestimmungen der aktuellen Industrienorm „Zerstörungsfreie Prüfung von Druckgeräten, Teil 2 – Durchstrahlungsprüfung“ entsprechen.

Oft gestellte Frage
A: Wir bieten Edelstahl 302, 304 und 316 an.
A: Kontaktieren Sie unser Team, um Ihre Anforderungen zu besprechen.
Preise und Versand:
A: Wir beschaffen hochwertige Materialien zu wettbewerbsfähigen Preisen.
A: FOB, CFR, CIF, Tür-zu-Tür. Wir beraten Sie über die wirtschaftlichste Option.
A: Wir bieten Lager- und effiziente Werkslieferungen mit minimierten Vorlaufzeiten. Wir geben Ihnen bei der Bestätigung Ihrer Bestellung einen voraussichtlichen Zeitrahmen an.
Kommentare

Stichworte
Stichworte


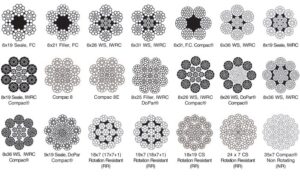
Abriebfestigkeit ist erforderlich, wenn das Drahtseil über raue Oberflächen gezogen wird. Seile aus vielen kleinen Drähten sind nicht ideal, um Abrieb zu widerstehen, da sie schneller verschleißen. Entscheiden Sie sich stattdessen für Seile mit weniger und größeren Drähten, um abrasiven Bedingungen besser standzuhalten.