6 A rozsdamentes acél fluxus maghuzal hegesztésének előkészítése
Tartalomjegyzék
A hornyok formája és követelményei
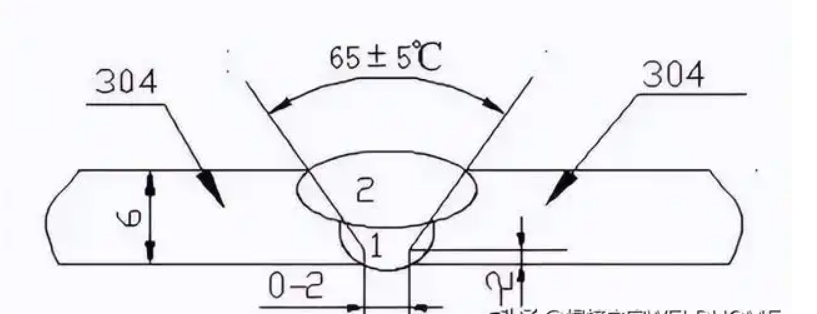
A rozsdamentes fluxusos maghuzal hornyos formája nem hagyható figyelmen kívül, és az argon ívhegesztés horonyparaméterei szigorú követelményeket támasztanak. A horony formája az 1. ábrán látható
A horony mindkét oldalának tisztítása
Mechanikai módszerekkel tisztítsa meg az olajat, rozsdát, szennyeződést és egyéb szennyeződéseket, amelyek befolyásolják a hegesztés minőségét a horony és a belső és külső falak 20 mm-es körzetében.
Csővezeték összeszerelés
A csövek összeszerelésekor a horonyszögnek, hézagnak, eltolódásnak, élszögnek stb. meg kell felelnie a megfelelő specifikációk követelményeinek. A csőszerelvények tiszták és törmelékmentesek, a belső fal egy síkban van, és a maximális eltérés nem haladja meg a falvastagság 10%-ját és nem haladja meg a 2 mm-t.
Spot rögzítés
A pontrögzítést szimmetrikusan kell végezni, a pontrögzítéshez pedig kézi volfrám inertgázos ívhegesztést használnak, 20 (mm) hosszban. A pontrögzítés után gondosan ellenőrizze a pontrögzítés minőségét. Ha felületi repedések, pórusok, hiányos hegesztési és egyéb hibák vannak, azokat alaposan el kell távolítani.
Környezetvédelem
1.Relatív páratartalom>80%
2. Szélsebesség kézi ívhegesztés közben: ≥8m/s.
3.≥2m/s argon ívhegesztés során.
4. Hőmérséklet: A hegesztési varrat hőmérséklete alacsonyabb, mint 5 ℃.
5. Időjárás: Kültéri munka hó és eső elleni védekezés nélkül (eső vagy hó esetén). Ha a helyszíni környezet nem felel meg a fenti követelményeknek, a hegesztési konstrukció megkezdése előtt intézkedéseket kell tenni, mint például védőbódé felállítása, kemence használata a környezet melegítésére a környezeti hőmérséklet növelése érdekében, valamint a levegő relatív páratartalmának csökkentése. végrehajtani. A védőkamrában hőmérséklet- és páratartalom-mérőt kell elhelyezni, amely megkönnyíti a környezeti hőmérséklet és páratartalom megfigyelését.
Hegesztés utáni ellenőrzés
1. Megjelenési vizsgálat: A megjelenési vizsgálat során feltárható hibák a következők: felületi pórusok, salakzárványok, hegesztési behatolás, alámetszések, repedések és hasonló felületi hibák, valamint a hegesztett kötések felületi színe. Az ellenőrzés 10-szeres nagyítóval is elvégezhető. Ellenőrzés előtt a salakot el kell távolítani és meg kell tisztítani a varrat mindkét oldalán 20 mm-es szélességben, majd a varrat mindkét oldalán ellenőrizni kell.
2. Radiográfiai vizsgálat: A hegesztési varratok radiográfiás vizsgálatának meg kell felelnie a „Nyomástartó berendezések roncsolásmentes vizsgálata 2. rész, a Radiográfiás ellenőrzés” jelenlegi ipari szabvány előírásainak.

Gyakran Ismételt kérdés
V: 302, 304, 316 rozsdamentes acélt kínálunk
V: Vegye fel a kapcsolatot csapatunkkal, hogy megbeszéljük igényeit.
Ár és szállítás:
V: Kiváló minőségű anyagokat szerzünk be versenyképesen.
V: FOB, CFR, CIF, háztól-házig. Tanácsot adunk a leggazdaságosabb megoldásról.
V: Raktárkészletet és hatékony malomszállítást kínálunk minimális átfutási idővel. Megrendelésének visszaigazolása után becsült időtartamot adunk.
Hozzászólások


Címkék
Címkék


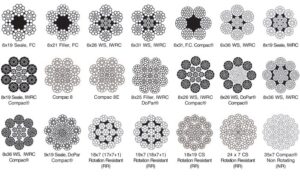
Kopásállóság szükséges, ha a drótkötelet durva felületeken húzzák át. A sok kis drótból készült kötelek nem ideálisak a kopásállósághoz, mivel gyorsabban kopnak. Ehelyett válasszon kevesebb és nagyobb huzallal rendelkező kötelet, hogy jobban kezelje a koptató körülményeket.