6 Preparazione del filo animato per saldatura in acciaio inossidabile
Sommario
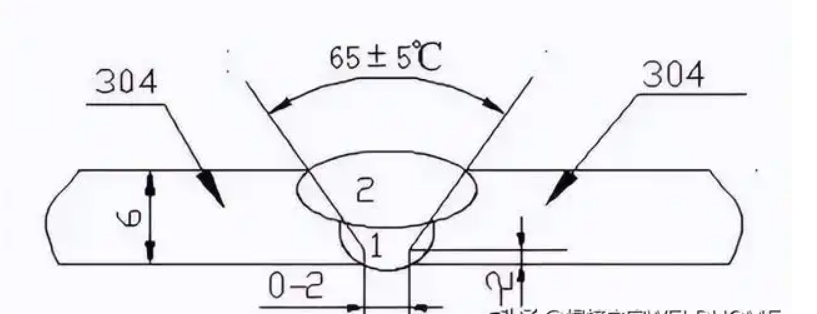
Forma e requisiti della scanalatura
La forma della scanalatura del filo con anima in acciaio inossidabile non può essere ignorata e i parametri della scanalatura della saldatura ad arco di argon hanno requisiti rigorosi. La forma della scanalatura è mostrata nella Figura 1
Pulizia di entrambi i lati della scanalatura
Utilizzare metodi meccanici per pulire olio, ruggine, sporco e altri detriti che influiscono sulla qualità della saldatura entro 20 mm dalla scanalatura e dalle sue pareti interne ed esterne.
Assemblaggio della pipeline
Durante l'assemblaggio dei tubi, l'angolo della scanalatura, lo spazio vuoto, il disallineamento, l'angolo del bordo, ecc. devono soddisfare i requisiti delle specifiche corrispondenti. I raccordi dei tubi siano puliti e privi di detriti, la parete interna sia a filo e il disallineamento massimo non superi 10% dello spessore della parete e non sia maggiore di 2 mm.
Fissaggio spot
Il fissaggio a punto deve essere eseguito simmetricamente e per il fissaggio a punto viene utilizzata la saldatura manuale ad arco di gas inerte di tungsteno, con una lunghezza di 20 (mm). Dopo il fissaggio spot, controllare attentamente la qualità del fissaggio spot. Se sono presenti crepe superficiali, pori, saldature incomplete e altri difetti, devono essere accuratamente rimossi.
Protezione ambientale
1.Umidità relativa>80%
2.Velocità del vento durante la saldatura ad arco manuale: ≥8 m/s.
3,≥2 m/s durante la saldatura ad arco di argon.
4.Temperatura: la temperatura della saldatura è inferiore a 5 ℃.
5.Meteo: lavoro all'aperto senza misure di protezione dalla neve e dalla pioggia (in caso di pioggia o neve). Quando l'ambiente in loco non è in grado di soddisfare i requisiti di cui sopra, prima di poter iniziare la saldatura è necessario adottare misure quali l'installazione di un capannone protettivo, l'uso di un forno per riscaldare l'ambiente per aumentare la temperatura ambiente e la riduzione dell'umidità relativa dell'aria. eseguito. Un misuratore di temperatura e umidità dovrebbe essere posizionato nel capannone protettivo per facilitare l'osservazione della temperatura e dell'umidità ambientale.
Ispezione post-saldatura
1. Ispezione dell'aspetto: i difetti che possono essere rilevati attraverso l'ispezione dell'aspetto includono: pori superficiali, inclusioni di scorie, penetrazione della saldatura, sottosquadri, crepe e difetti superficiali simili e il colore della superficie dei giunti saldati. Il controllo può esser effettuato con una lente d'ingrandimento tra 10 volte. Prima dell'ispezione, le scorie devono essere rimosse e pulite entro un'area di 20 mm su entrambi i lati della saldatura, quindi l'ispezione deve essere eseguita lungo entrambi i lati della saldatura.
2. Ispezione radiografica: l'ispezione radiografica delle saldature deve essere conforme alle disposizioni dell'attuale standard industriale "Prove non distruttive delle attrezzature a pressione Parte 2 Ispezione radiografica".

Domande frequenti
R: Offriamo acciaio inossidabile 302, 304, 316
R: Contatta il nostro team per discutere le tue esigenze.
Prezzi e spedizione:
R: Forniamo materiali di alta qualità in modo competitivo.
A: FOB, CFR, CIF, porta a porta. Ti consiglieremo l'opzione più economica.
R: Offriamo consegne a magazzino ed efficienti con tempi di consegna ridotti al minimo. Forniremo un periodo di tempo stimato dopo la conferma dell'ordine.
Commenti


Tag
Tag


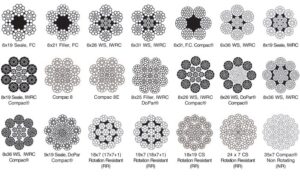
La resistenza all'abrasione è necessaria se la fune metallica verrà trascinata su superfici ruvide. Le corde composte da molti fili piccoli non sono ideali per resistere all'abrasione poiché si consumano più velocemente. Opta invece per corde con meno fili e più grandi per gestire meglio le condizioni abrasive.