家 - ブログ - 6 溶接用ステンレス鋼フラックス入りワイヤの準備
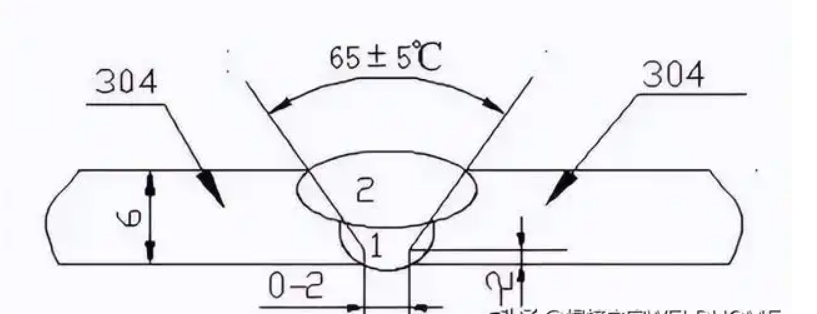
ステンレスフラックス芯線の溝形状は無視できず、アルゴンアーク溶接の溝パラメータには厳しい要件があります。溝形状を図1に示します。
機械的な方法を使用して、溝とその内壁および外壁から 20 mm 以内にある、溶接品質に影響を与える油、錆、汚れ、その他の破片を除去します。
パイプを組み立てる際、溝の角度、隙間、ずれ、エッジの角度などは、対応する仕様の要件を満たす必要があります。パイプ継手は清潔でゴミがなく、内壁は平らで、最大ずれは壁の厚さの10%を超えず、2mm以下です。
スポット固定は対称的に行う必要があり、スポット固定には手動のタングステン不活性ガスアーク溶接を使用し、長さは20(mm)です。スポット固定後、スポット固定の品質を慎重にチェックします。表面のひび割れ、気孔、不完全な溶接などの欠陥がある場合は、徹底的に除去する必要があります。
1.相対湿度>80%
2.手動アーク溶接時の風速:≥8m/s。
3.アルゴンアーク溶接時は2m/s以上。
4.温度:溶接部の温度は5℃未満です。
5.天候:防雪・防雨対策を講じていない屋外作業(雨や雪が降っている場合)。現場環境が上記の要件を満たせない場合は、溶接工事を行う前に、防護小屋の設置、炉による加熱による周囲温度の上昇、空気の相対湿度の低下などの対策を講じる必要があります。防護小屋には温度湿度計を設置し、周囲の温度と湿度を観察しやすくする必要があります。
1. 外観検査:外観検査で発見できる欠陥には、表面の気孔、スラグの混入、溶接の溶け込み、アンダーカット、割れなどの表面欠陥、溶接継手の表面色などがあります。検査は、拡大鏡を使用して 10 倍以内で行うことができます。検査の前に、溶接部の両側で 20 mm の幅の範囲内のスラグを除去して洗浄し、溶接部の両側に沿って検査を行う必要があります。
2. 放射線検査:溶接部の放射線検査は、現在の業界標準「圧力機器の非破壊検査パート2 放射線検査」の規定に準拠する必要があります。
A: 302、304、316ステンレス鋼をご用意しております。
A: ご要望についてご相談いただくには、弊社チームにお問い合わせください。価格と配送:
A: 当社は競争力のある高品質の材料を調達しています。
A: FOB、CFR、CIF、ドアツードア。最も経済的なオプションをアドバイスいたします。
A: 弊社では、最小限のリードタイムで在庫と効率的な工場配送を提供しています。ご注文の確認後、おおよその納期をお知らせします。
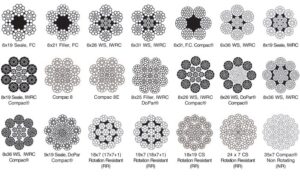
ステンレスワイヤーロープは、その強度と耐腐食性において不可欠です。ブログでは、専門家や DIY 愛好家向けに、その用途と利点についての洞察を提供しています。これらのブログで通常期待できる内容は次のとおりです。
ワイヤーロープを粗い表面で引きずる場合は、耐摩耗性が必要です。多数の細いワイヤーで作られたロープは摩耗が早くなるため、耐摩耗性には適していません。代わりに、摩耗条件にうまく対応するために、ワイヤーの数が少なく太いロープを選択してください。