6 Forberedelse av sveising av rustfritt stål Flux kjernetråd
Innholdsfortegnelse
Sporform og krav
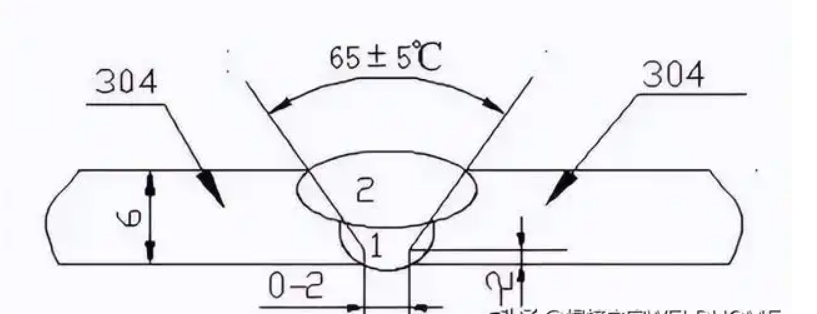
Sporformen av rustfri flukskjernetråd kan ikke ignoreres, og sporparametrene for argonbuesveising har strenge krav. Sporformen er vist i figur 1
Rengjøring av begge sider av sporet
Bruk mekaniske metoder for å rense olje, rust, skitt og annet rusk som påvirker sveisekvaliteten innenfor 20 mm fra sporet og dets indre og ytre vegger.
Rørledningsmontering
Ved montering av rør bør sporvinkel, gap, feiljustering, kantvinkel osv. oppfylle kravene til de tilsvarende spesifikasjonene. Rørbeslagene er rene og fri for rusk, den indre veggen er i flukt, og den maksimale forskyvningen overstiger ikke 10% av veggtykkelsen og er ikke større enn 2 mm.
Flekkfiksing
Punktfiksering bør utføres symmetrisk, og manuell wolfram inertgassbuesveising brukes til punktfiksering, med en lengde på 20 (mm). Etter punktfiksering, kontroller nøye punktfikseringskvaliteten. Hvis det er overflatesprekker, porer, ufullstendig sveising og andre defekter, må de fjernes grundig.
Miljøvern
1.Relativ fuktighet>80%
2.Vindhastighet under manuell buesveising: ≥8m/s.
3.≥2m/s under argonbuesveising.
4. Temperatur: Temperaturen på sveisingen er lavere enn 5 ℃.
5.Vær: Utendørs arbeid uten snø- og regnbeskyttelsestiltak (når det er regn eller snø). Når miljøet på stedet ikke kan oppfylle kravene ovenfor, bør tiltak som å sette opp et beskyttende skur, bruke en ovn for å varme opp miljøet for å øke omgivelsestemperaturen og redusere den relative luftfuktigheten før sveisekonstruksjonen kan utføres. utført. En temperatur- og fuktighetsmåler bør plasseres i det beskyttende skuret for å lette observasjon av omgivelsestemperatur og luftfuktighet.
Inspeksjon etter sveising
1. Utseendekontroll: Defekter som kan påvises ved utseendekontroll inkluderer: overflateporer, slagginneslutninger, sveisegjennomtrengning, underskjæringer, sprekker og lignende overflatefeil og overflatefarge på sveisede skjøter. Inspeksjon kan utføres med forstørrelsesglass innen 10 ganger. Før inspeksjon bør slagg fjernes og renses innenfor et 20 mm bredt område på begge sider av sveisen, og deretter bør inspeksjon utføres langs begge sider av sveisen.
2. Radiografisk inspeksjon: Radiografisk inspeksjon av sveiser skal være i samsvar med bestemmelsene i gjeldende industristandard "Ikke-destruktiv testing av trykkutstyr Del 2 Radiografisk inspeksjon".

Ofte stilte spørsmål
A: Vi tilbyr 302, 304, 316 rustfritt stål
A: Kontakt teamet vårt for å diskutere dine krav.
Pris og frakt:
A: Vi henter materialer av høy kvalitet konkurransedyktig.
A: FOB, CFR, CIF, dør-til-dør. Vi gir råd om det mest økonomiske alternativet.
A: Vi tilbyr lager og effektive fabrikkleveranser med minimale ledetider. Vi gir en estimert tidsramme når vi bekrefter bestillingen din.
Kommentarer

Tagger
Tagger


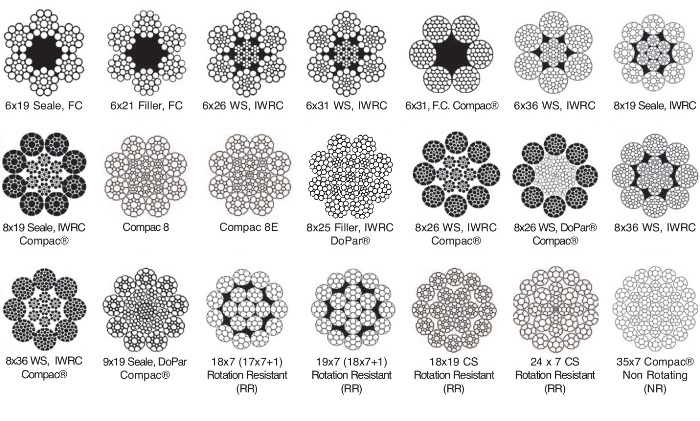
Slitasjemotstand er nødvendig hvis ståltauet skal dras over grove overflater. Tau laget av mange små ledninger er ikke ideelle for å motstå slitasje da de slites ned raskere. Velg heller tau med færre og større ledninger for å håndtere slitende forhold bedre.