6 Voorbereiding van het lassen van roestvrijstalen fluxkerndraad
Inhoudsopgave
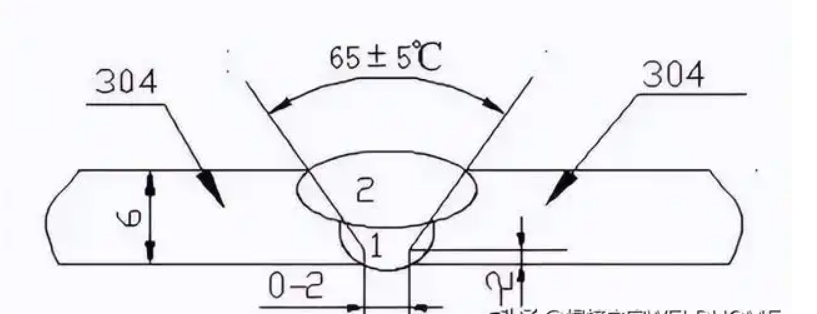
Groefvorm en vereisten
De groefvorm van roestvrije fluxkerndraad kan niet worden genegeerd en de groefparameters van argonbooglassen stellen strenge eisen. De groefvorm wordt getoond in Figuur 1
Reiniging van beide zijden van de groef
Gebruik mechanische methoden om olie, roest, vuil en ander vuil te verwijderen dat de laskwaliteit beïnvloedt binnen 20 mm van de groef en de binnen- en buitenmuren.
Pijpleiding montage
Bij het monteren van buizen moeten de groefhoek, opening, verkeerde uitlijning, randhoek enz. voldoen aan de eisen van de overeenkomstige specificaties. De buisfittingen zijn schoon en vrij van vuil, de binnenwand ligt vlak en de maximale verkeerde uitlijning bedraagt niet meer dan 10% van de wanddikte en is niet groter dan 2 mm.
Spot-fixing
De puntbevestiging moet symmetrisch worden uitgevoerd en voor de puntbevestiging wordt handmatig wolfraam-inertgasbooglassen gebruikt, met een lengte van 20 (mm). Controleer na de spotfixatie zorgvuldig de kwaliteit van de spotfixatie. Als er oppervlaktescheuren, poriën, onvolledig laswerk en andere defecten zijn, moeten deze grondig worden verwijderd.
Milieubescherming
1.Relatieve vochtigheid>80%
2.Windsnelheid tijdens handmatig booglassen: ≥8m/s.
3,≥2 m/s tijdens argonbooglassen.
4. Temperatuur: de temperatuur van het laswerk is lager dan 5 ℃.
5.Weer: buitenwerk zonder sneeuw- en regenbeschermingsmaatregelen (bij regen of sneeuw). Wanneer de omgeving ter plaatse niet aan de bovenstaande eisen kan voldoen, moeten maatregelen zoals het opzetten van een beschermende schuur, het gebruik van een oven om de omgeving te verwarmen om de omgevingstemperatuur te verhogen en het verlagen van de relatieve vochtigheid van de lucht worden genomen voordat de lasconstructie kan worden uitgevoerd. voerde uit. In de beschermende schuur moet een temperatuur- en vochtigheidsmeter worden geplaatst om de observatie van de omgevingstemperatuur en vochtigheid te vergemakkelijken.
Inspectie na het lassen
1. Inspectie van het uiterlijk: Defecten die kunnen worden ontdekt door inspectie van het uiterlijk zijn onder meer: oppervlakteporiën, slakinsluitsels, laspenetratie, ondersnijdingen, scheuren en soortgelijke oppervlaktedefecten en de oppervlaktekleur van lasverbindingen. Inspectie kan met een vergrootglas binnen 10 keer worden uitgevoerd. Vóór inspectie moet de slak worden verwijderd en gereinigd binnen een straal van 20 mm aan beide zijden van de las, en vervolgens moet de inspectie langs beide zijden van de las worden uitgevoerd.
2. Radiografische inspectie: Radiografische inspectie van lassen moet voldoen aan de bepalingen van de huidige industrienorm “Niet-destructief testen van drukapparatuur Deel 2 Radiografische inspectie”.

Vaak gestelde vraag
A: Wij bieden roestvrij staal 302, 304, 316
A: Neem contact op met ons team om uw vereisten te bespreken.
Prijzen en verzending:
A: Wij kopen kwalitatief hoogwaardige materialen concurrerend in.
A: FOB, CFR, CIF, deur-tot-deur. Wij adviseren u over de meest economische optie.
A: Wij bieden voorraad en efficiënte fabrieksleveringen met minimale doorlooptijden. Na bevestiging van uw bestelling geven wij u een geschat tijdsbestek.
Opmerkingen


Labels
Labels


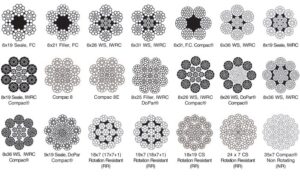
Slijtvastheid is noodzakelijk als de staalkabel over ruwe oppervlakken wordt gesleept. Touwen gemaakt van veel kleine draden zijn niet ideaal om slijtage te weerstaan, omdat ze sneller slijten. Kies in plaats daarvan voor touwen met minder en grotere draden om beter bestand te zijn tegen schurende omstandigheden.