6 Preparação de fio de núcleo de fluxo de aço inoxidável para soldagem
Índice
Formulário e requisitos do Groove
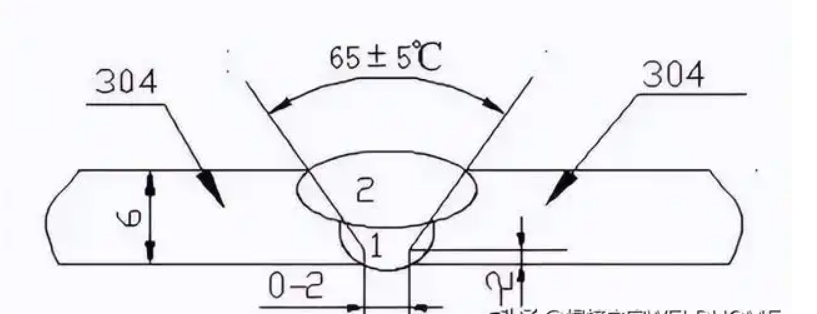
A forma da ranhura do fio com núcleo de fluxo inoxidável não pode ser ignorada e os parâmetros da ranhura da soldagem a arco de argônio têm requisitos rigorosos. A forma da ranhura é mostrada na Figura 1
Limpeza de ambos os lados da ranhura
Use métodos mecânicos para limpar óleo, ferrugem, sujeira e outros detritos que afetam a qualidade da soldagem dentro de 20 mm da ranhura e de suas paredes internas e externas.
Montagem de pipeline
Ao montar tubos, o ângulo da ranhura, folga, desalinhamento, ângulo da borda, etc. devem atender aos requisitos das especificações correspondentes. As conexões dos tubos estão limpas e livres de detritos, a parede interna está nivelada e o desalinhamento máximo não excede 10% da espessura da parede e não é superior a 2 mm.
Fixação de pontos
A fixação pontual deve ser realizada simetricamente, sendo utilizada soldagem manual a arco de gás inerte de tungstênio para fixação pontual, com comprimento de 20 (mm). Após a fixação pontual, verifique cuidadosamente a qualidade da fixação pontual. Se houver rachaduras superficiais, poros, soldagem incompleta e outros defeitos, eles deverão ser completamente removidos.
Proteção Ambiental
1.Umidade relativa>80%
2.Velocidade do vento durante a soldagem a arco manual: ≥8m/s.
3.≥2m/s durante a soldagem a arco de argônio.
4.Temperatura: A temperatura da soldagem é inferior a 5 ℃.
5. Clima: Trabalho ao ar livre sem medidas de proteção contra neve e chuva (quando há chuva ou neve). Quando o ambiente no local não puder atender aos requisitos acima, medidas como a instalação de um galpão de proteção, o uso de um forno para aquecer o ambiente para aumentar a temperatura ambiente e a redução da umidade relativa do ar devem ser tomadas antes que a construção da soldagem possa ser iniciada. realizado. Um medidor de temperatura e umidade deve ser colocado no galpão de proteção para facilitar a observação da temperatura e umidade ambiente.
Inspeção Pós-Soldagem
1. Inspeção de aparência: Os defeitos que podem ser encontrados através da inspeção de aparência incluem: poros superficiais, inclusões de escória, penetração de solda, cortes inferiores, rachaduras e defeitos superficiais semelhantes e a cor da superfície das juntas soldadas. A inspeção pode ser realizada com lupa em até 10 vezes. Antes da inspeção, a escória deve ser removida e limpa dentro de uma faixa de 20 mm de largura em ambos os lados da solda e, em seguida, a inspeção deve ser realizada ao longo de ambos os lados da solda.
2. Inspeção radiográfica: A inspeção radiográfica de soldas deve cumprir as disposições da norma industrial atual “Ensaios não destrutivos de equipamentos de pressão Parte 2 Inspeção radiográfica”.

Pergunta frequente
R: Oferecemos aço inoxidável 302, 304, 316
R: Entre em contato com nossa equipe para discutir suas necessidades.
Preço e envio:
R: Fornecemos materiais de alta qualidade de forma competitiva.
R: FOB, CFR, CIF, porta a porta. Aconselharemos sobre a opção mais económica.
R: Oferecemos estoque e entregas eficientes para fábricas com prazos de entrega minimizados. Forneceremos um prazo estimado após a confirmação do seu pedido.
Comentários


Tag
Tag


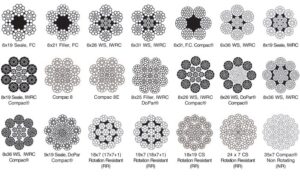
A resistência à abrasão é necessária se o cabo for arrastado sobre superfícies ásperas. Cordas feitas de muitos fios pequenos não são ideais para resistir à abrasão, pois se desgastam mais rapidamente. Em vez disso, opte por cordas com menos fios e fios maiores para lidar melhor com condições abrasivas.