6 Pregătirea sudării firului de miez de flux din oțel inoxidabil
Cuprins
Forma canelurii și cerințe
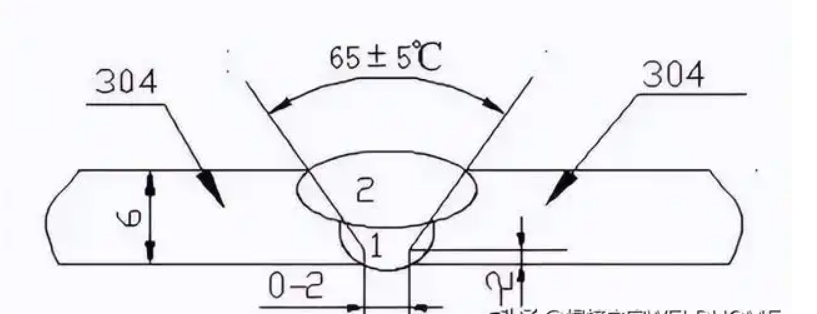
Forma canelurii a firului de miez de flux inoxidabil nu poate fi ignorată, iar parametrii canelurii sudării cu arc cu argon au cerințe stricte. Forma canelurii este prezentată în Figura 1
Curățarea ambelor părți ale canelurii
Utilizați metode mecanice pentru a curăța uleiul, rugina, murdăria și alte resturi care afectează calitatea sudurii la 20 mm de canelura și pereții săi interiori și exteriori.
Ansamblu conductă
La asamblarea țevilor, unghiul canelurii, golul, alinierea greșită, unghiul marginii etc. trebuie să îndeplinească cerințele specificațiilor corespunzătoare. Fitingurile de țeavă sunt curate și fără reziduuri, peretele interior este la nivel, iar dezalinierea maximă nu depășește 10% din grosimea peretelui și nu este mai mare de 2 mm.
Fixarea punctelor
Fixarea pe puncte trebuie efectuată simetric, iar pentru fixarea pe puncte se utilizează sudarea manuală cu gaz inert de tungsten, cu o lungime de 20 (mm). După fixarea spotului, verificați cu atenție calitatea fixării spotului. Dacă există fisuri la suprafață, pori, sudură incompletă și alte defecte, acestea trebuie îndepărtate complet.
Protectia mediului
1.Umiditate relativa>80%
2.Viteza vântului în timpul sudării manuale cu arc: ≥8m/s.
3.≥2m/s în timpul sudării cu arc cu argon.
4.Temperatura: temperatura sudurii este mai mică de 5℃.
5.Vremea: Lucrări în aer liber fără măsuri de protecție împotriva zăpezii și împotriva ploii (când este ploaie sau zăpadă). Atunci când mediul la fața locului nu poate îndeplini cerințele de mai sus, trebuie luate măsuri precum amenajarea unui șopron de protecție, utilizarea unui cuptor pentru a încălzi mediul pentru a crește temperatura ambiantă și reducerea umidității relative a aerului înainte de a putea fi sudată construcția. efectuate. Un contor de temperatură și umiditate trebuie plasat în magazia de protecție pentru a facilita observarea temperaturii și umidității ambiante.
Inspecție post-sudare
1. Inspecția aspectului: Defectele care pot fi găsite prin inspecția aspectului includ: pori de suprafață, incluziuni de zgură, pătrundere de sudură, subtăieri, fisuri și defecte similare de suprafață și culoarea suprafeței îmbinărilor sudate. Inspecția poate fi efectuată cu o lupă în maximum 10 ori. Înainte de inspecție, zgura trebuie îndepărtată și curățată pe o gamă largă de 20 mm pe ambele părți ale sudurii, iar apoi inspecția trebuie efectuată de-a lungul ambelor părți ale sudurii.
2. Inspecție radiografică: Inspecția radiografică a sudurilor trebuie să respecte prevederile standardului actual al industriei „Testarea nedistructivă a echipamentelor sub presiune Partea 2 Inspecția radiografică”.

Intrebari frecvente
R: Oferim oțel inoxidabil 302, 304, 316
R: Contactați echipa noastră pentru a discuta cerințele dvs.
Preț și livrare:
R: Avem materiale de înaltă calitate în mod competitiv.
A: FOB, CFR, CIF, din uşă în uşă. Vă vom sfătui cu privire la varianta cea mai economică.
R: Oferim stocuri și livrări eficiente de moara cu timpi de livrare minimi. Vă vom oferi un interval de timp estimat la confirmarea comenzii dvs.
Comentarii


Etichete
Etichete


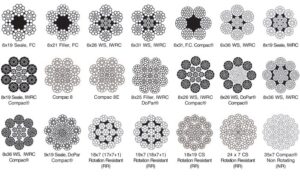
Rezistența la abraziune este necesară dacă cablul de sârmă va fi târât pe suprafețe aspre. Corzile din multe fire mici nu sunt ideale pentru a rezista la abraziune, deoarece se uzează mai repede. În schimb, optează pentru frânghii cu fire mai puține și mai mari pentru a face față mai bine condițiilor abrazive.