6. Подготовка сварочной проволоки с флюсовым сердечником из нержавеющей стали
Оглавление
Форма канавки и требования
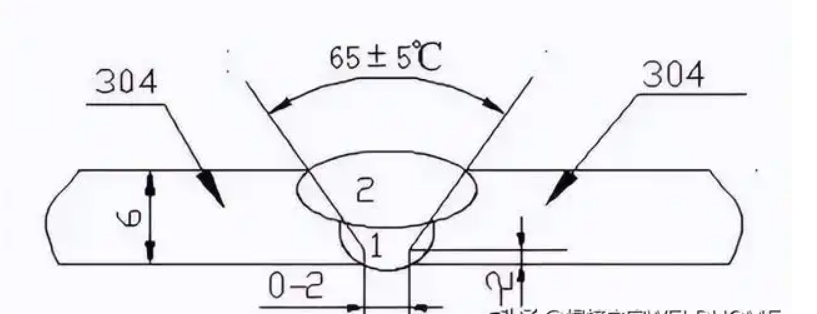
Форму канавки проволоки с сердечником из нержавеющей стали нельзя игнорировать, а к параметрам канавки аргонодуговой сварки предъявляются строгие требования. Форма паза показана на рисунке 1.
Очистка обеих сторон канавки
Механическими методами очистите от масла, ржавчины, грязи и других загрязнений, влияющих на качество сварки, в пределах 20 мм от паза и его внутренних и наружных стенок.
Сборка трубопровода
При сборке труб угол паза, зазор, перекос, угол кромки и т. д. должны соответствовать требованиям соответствующих технических условий. Трубопроводная арматура чистая, без мусора, внутренняя стенка ровная, максимальный перекос не превышает 101ТП3Т толщины стенки и не превышает 2 мм.
Точечное крепление
Точечную фиксацию следует выполнять симметрично, а для точечной фиксации применяют ручную вольфрамовую дуговую сварку в инертных газах длиной 20 (мм). После точечной фиксации внимательно проверьте качество точечной фиксации. При наличии поверхностных трещин, пор, непроваров и других дефектов их необходимо тщательно устранить.
Защита окружающей среды
1.Относительная влажность>80%
2. Скорость ветра при ручной дуговой сварке: ≥8 м/с.
3,≥2 м/с при аргонодуговой сварке.
4. Температура: температура сварного соединения ниже 5 ℃.
5.Погода: Работа на открытом воздухе без принятия мер по защите от снега и дождя (при дожде или снеге). Если окружающая среда на объекте не может соответствовать вышеуказанным требованиям, перед сваркой конструкции следует принять такие меры, как установка защитного навеса, использование печи для нагрева окружающей среды с целью повышения температуры окружающей среды и снижение относительной влажности воздуха. выполненный. В защитном навесе должен быть установлен измеритель температуры и влажности для облегчения наблюдения за температурой и влажностью окружающей среды.
Послесварочный контроль
1. Проверка внешнего вида. К дефектам, которые могут быть обнаружены при проверке внешнего вида, относятся: поверхностные поры, шлаковые включения, провары, подрезы, трещины и подобные поверхностные дефекты, а также цвет поверхности сварных соединений. Осмотр можно проводить с помощью лупы в пределах 10 раз. Перед проверкой шлак следует удалить и очистить в пределах 20 мм с обеих сторон сварного шва, а затем провести проверку по обеим сторонам сварного шва.
2. Радиографический контроль: Радиографический контроль сварных швов должен соответствовать положениям действующего отраслевого стандарта «Неразрушающий контроль оборудования, работающего под давлением. Часть 2 Радиографический контроль».

Часто задаваемый вопрос
О: Мы предлагаем нержавеющую сталь 302, 304, 316.
О: Свяжитесь с нашей командой, чтобы обсудить ваши требования.
Цены и доставка:
О: Мы поставляем высококачественные материалы на конкурентоспособной основе.
А: FOB, CFR, CIF, от двери до двери. Подскажем наиболее экономичный вариант.
О: Мы предлагаем складские и эффективные поставки с минимальными сроками выполнения заказов. Приблизительные сроки мы сообщим после подтверждения заказа.
Комментарии


Теги
Теги


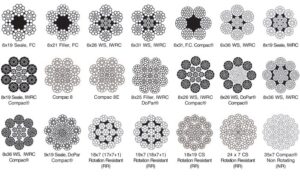
Устойчивость к истиранию необходима, если трос будет перетаскиваться по неровным поверхностям. Веревки, состоящие из множества маленьких проволок, не идеально противостоят истиранию, поскольку они быстрее изнашиваются. Вместо этого выбирайте веревки с меньшим количеством проволок и большей толщины, чтобы лучше справляться с абразивными условиями.