

Рисование проволоки
Процесс начинается с волочения проволоки, когда большие стальные стержни протягиваются через ряд матриц, чтобы уменьшить их диаметр. Этот процесс повторяется несколько раз для достижения желаемой толщины. Получаемые проволоки прочны и имеют одинаковый диаметр, что важно для целостности конечного продукта.
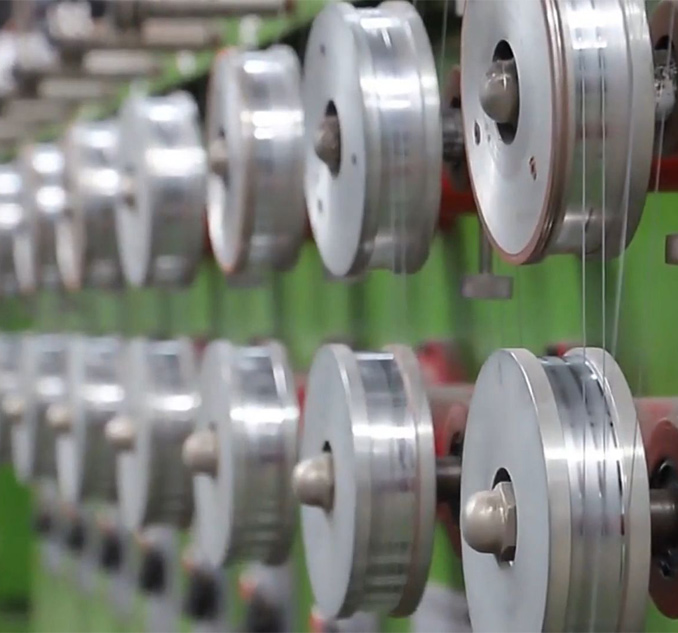
Рисование проволоки
На этом этапе отдельные провода скручиваются вместе, образуя пряди. На изображении показано, как несколько проволок подаются в крутильную машину. В зависимости от требуемой конструкции эти пряди могут быть изготовлены из проволоки различной конфигурации (например, 1×7, 1×19, 6×7). Крутильная машина обеспечивает скручивание проволок с точным натяжением и выравниванием.

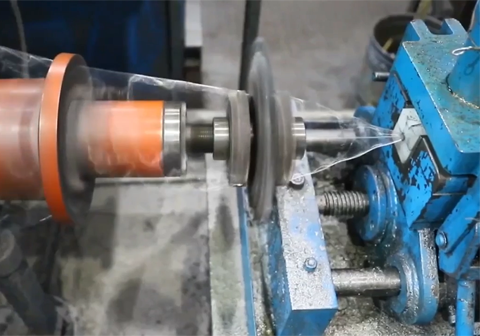
Уплотнение прядей
В некоторых канатах пряди подвергаются процессу уплотнения для увеличения плотности и уменьшения диаметра. Такое уплотнение повышает прочность и усталостную прочность каната, что делает его пригодным для более требовательных применений.

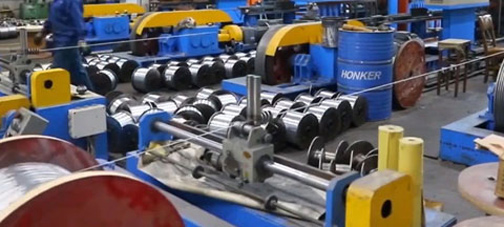
Закрытие или укладка
Следующий шаг включает в себя скручивание прядей вместе, чтобы сформировать окончательный трос. Это известно как закрытие или укладка. На изображении показано, как несколько катушек подают пряди в укупорочную машину, где они скручиваются по спирали, образуя веревку. Различные конструкции, такие как 6×19 или 7×7, достигаются за счет изменения количества и расположения прядей.
Покрытие
Для дополнительной защиты некоторые тросы покрыты такими материалами, как ПВХ. Процесс нанесения покрытия включает в себя пропускание троса через машину для нанесения покрытия, которая наносит равномерный слой защитного материала. Распространены черно-белые ПВХ-покрытия, обеспечивающие дополнительную устойчивость к факторам окружающей среды.

Контроль качества
На протяжении всего производственного процесса осуществляются строгие меры контроля качества. Сюда входят визуальные осмотры, проверки размеров и механические испытания (например, испытания на прочность на растяжение). Изображение, вероятно, представляет собой часть процесса контроля качества, обеспечивающего соответствие каждого троса указанным стандартам.