6 Príprava zvárania drôtu s tavivom z nehrdzavejúcej ocele
Obsah
Forma drážky a požiadavky
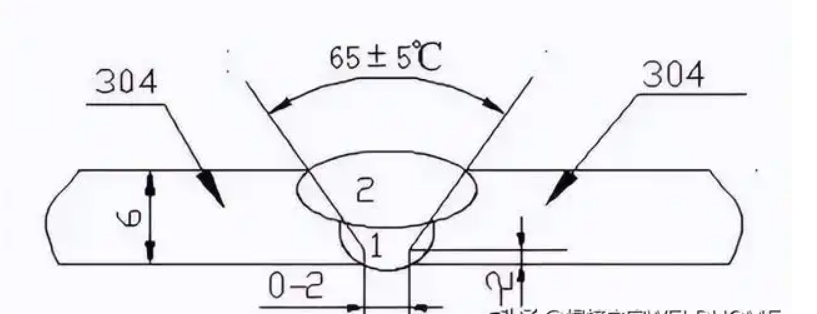
Tvar drážky drôtu s jadrom z nehrdzavejúcej ocele nemožno ignorovať a parametre drážky pri zváraní argónom majú prísne požiadavky. Tvar drážky je znázornený na obrázku 1
Čistenie oboch strán drážky
Použite mechanické metódy na čistenie oleja, hrdze, nečistôt a iných nečistôt, ktoré ovplyvňujú kvalitu zvárania do 20 mm od drážky a jej vnútorných a vonkajších stien.
Montáž potrubia
Pri montáži rúr by mal uhol drážky, medzera, nesúososť, uhol hrany atď. spĺňať požiadavky príslušných špecifikácií. Potrubné armatúry sú čisté a bez nečistôt, vnútorná stena je zarovnaná a maximálne vychýlenie nepresahuje 10% hrúbky steny a nie je väčšie ako 2 mm.
Bodové upevnenie
Bodové upevnenie by sa malo vykonávať symetricky a na bodové upevnenie sa používa ručné zváranie volfrámovým inertným plynom s dĺžkou 20 (mm). Po bodovej fixácii starostlivo skontrolujte kvalitu bodovej fixácie. Ak sú na povrchu praskliny, póry, neúplné zváranie a iné chyby, musia sa dôkladne odstrániť.
Ochrana životného prostredia
1.Relatívna vlhkosť>80%
2. Rýchlosť vetra pri ručnom oblúkovom zváraní: ≥8 m/s.
3.≥2 m/s pri zváraní argónom.
4. Teplota: Teplota zvarenca je nižšia ako 5 ℃.
5.Počasie: Vonkajšie práce bez snehu a opatrení na ochranu pred dažďom (keď je dážď alebo sneh). Ak prostredie na mieste nemôže spĺňať vyššie uvedené požiadavky, mali by sa pred zváraním konštrukcie vykonať opatrenia, ako je zriadenie ochranného prístrešku, použitie pece na ohrev prostredia na zvýšenie teploty okolia a zníženie relatívnej vlhkosti vzduchu. uskutočnené. V ochrannom prístrešku by mal byť umiestnený merač teploty a vlhkosti, aby sa uľahčilo sledovanie okolitej teploty a vlhkosti.
Kontrola po zváraní
1. Kontrola vzhľadu: Chyby, ktoré možno zistiť kontrolou vzhľadu, zahŕňajú: povrchové póry, troskové inklúzie, prienik zvaru, podrezanie, praskliny a podobné povrchové chyby a farbu povrchu zvarových spojov. Kontrola môže byť vykonaná pomocou lupy do 10-krát. Pred kontrolou by sa mala troska odstrániť a vyčistiť v rozsahu 20 mm na oboch stranách zvaru a potom by sa mala vykonať kontrola pozdĺž oboch strán zvaru.
2. Rádiografická kontrola: Rádiografická kontrola zvarov by mala byť v súlade s ustanoveniami súčasnej priemyselnej normy „Nedeštruktívne skúšanie tlakových zariadení Časť 2 Rádiografická kontrola“.
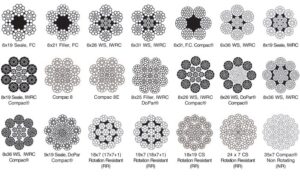
Nerezové laná sú životne dôležité pre ich pevnosť a odolnosť proti korózii. Blogy ponúkajú pre profesionálov a domácich majstrov informácie o ich použití a výhodách. Tu je to, čo môžete zvyčajne očakávať v týchto blogoch:
Odolnosť proti oderu je potrebná, ak sa lano bude ťahať po drsných povrchoch. Laná vyrobené z mnohých malých drôtov nie sú ideálne na odolnosť proti oderu, pretože sa rýchlejšie opotrebúvajú. Namiesto toho sa rozhodnite pre laná s menším počtom a väčšími drôtmi, aby ste lepšie zvládli abrazívne podmienky.