6 Припрема жице за заваривање од нерђајућег челика
Преглед садржаја
Форма жлеба и захтеви
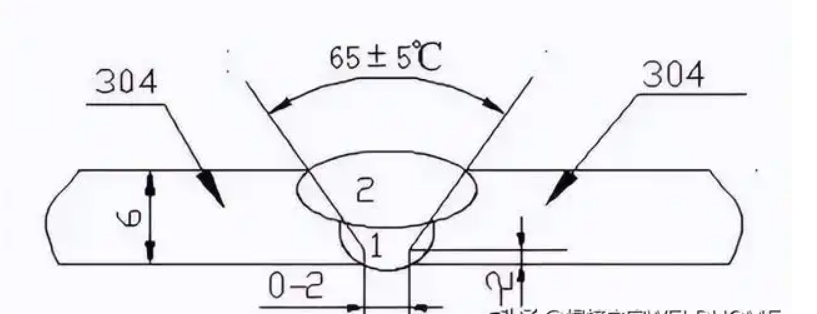
Облик жлеба нерђајуће жице са флуксом не може се занемарити, а параметри жлебова заваривања аргоном имају строге захтеве. Облик жлеба је приказан на слици 1
Чишћење са обе стране жлеба
Користите механичке методе за чишћење уља, рђе, прљавштине и других остатака који утичу на квалитет заваривања унутар 20 мм од жлеба и његових унутрашњих и спољашњих зидова.
Монтажа цевовода
Приликом састављања цеви, угао жлеба, зазор, неусклађеност, угао ивица итд. треба да испуњавају захтеве одговарајућих спецификација. Фитинги за цеви су чисти и без остатака, унутрашњи зид је у равни, а максимално одступање не прелази 101ТП3Т дебљине зида и није веће од 2мм.
Спот Фикинг
Тачкасто фиксирање треба да се врши симетрично, а за тачкасто причвршћивање користи се ручно електролучно заваривање волфрамом у инертном гасу, дужине 20 (мм). Након поправљања тачке, пажљиво проверите квалитет фиксирања места. Ако постоје површинске пукотине, поре, непотпуно заваривање и други недостаци, морају се темељно уклонити.
Заштита животне средине
1.Релативна влажност>801ТП3Т
2. Брзина ветра током ручног лучног заваривања: ≥8м/с.
3.≥2м/с током аргон-лучног заваривања.
4.Температура: Температура завареног споја је нижа од 5℃.
5.Време: Рад на отвореном без мера заштите од снега и кише (када има кише или снега). Када окружење на лицу места не може да испуни горе наведене захтеве, треба предузети мере као што су постављање заштитне шупе, коришћење пећи за загревање околине како би се повећала температура околине и смањење релативне влажности ваздуха пре него што се конструкција заваривања може предузети. спроведена. Мерач температуре и влажности треба поставити у заштитну шупу како би се олакшало праћење температуре и влажности околине.
Инспекција након заваривања
1. Провера изгледа: Дефекти који се могу открити прегледом изгледа обухватају: површинске поре, инклузије шљаке, продоре шава, подрезе, пукотине и сличне површинске недостатке и боју површине заварених спојева. Инспекција се може извршити помоћу лупе у року од 10 пута. Пре инспекције, шљаку треба уклонити и очистити у распону од 20 мм са обе стране вара, а затим извршити инспекцију дуж обе стране вара.
2. Радиографска инспекција: Радиографска инспекција заварених спојева треба да буде у складу са одредбама тренутног индустријског стандарда “Испитивање без разарања опреме под притиском, Део 2 Радиографска контрола”.

Често постављана питања
О: Нудимо нерђајући челик 302, 304, 316
О: Контактирајте наш тим да бисте разговарали о вашим захтевима.
Цене и достава:
О: Набављамо висококвалитетне материјале конкурентно.
О: ФОБ, ЦФР, ЦИФ, од врата до врата. Саветоваћемо вам најекономичнију опцију.
О: Нудимо залихе и ефикасне испоруке за млин са минимизираним временом испоруке. Обезбедићемо процењени временски оквир након потврде ваше поруџбине.
Коментари

Ознаке
Ознаке


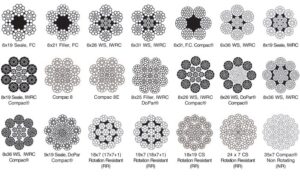
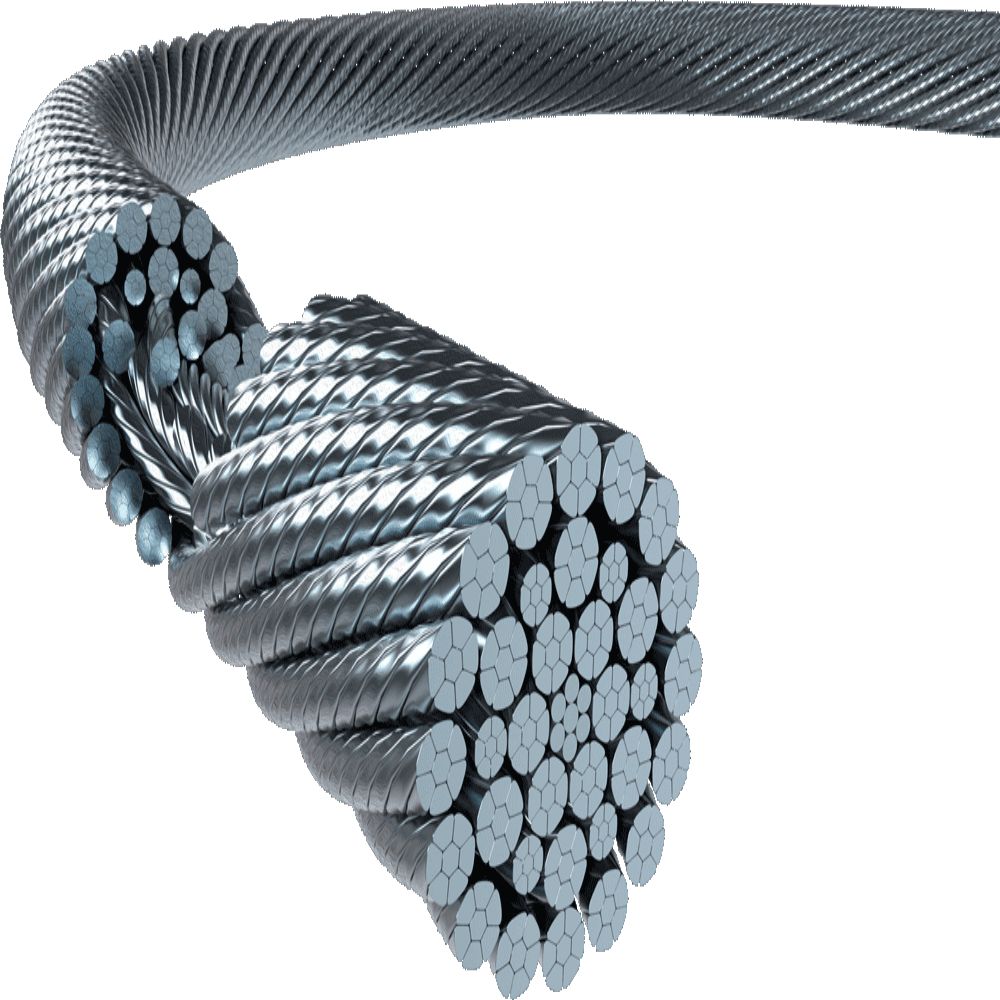
Отпорност на хабање је неопходна ако се жичано уже вуче преко грубих површина. Конопци направљени од много малих жица нису идеални за отпорност на хабање јер се брже троше. Уместо тога, одлучите се за ужад са мање и већим жицама да бисте боље поднели абразивне услове.