6 Förberedelse av svetsning av rostfritt stål Flux kärntråd
Innehållsförteckning
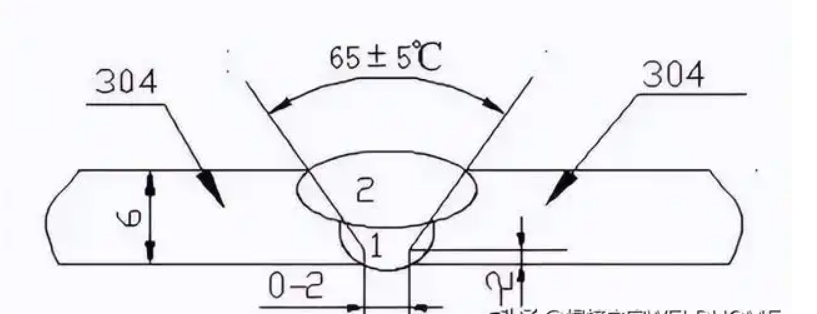
Spårform och krav
Spårformen av rostfri fluxkärntråd kan inte ignoreras, och spårparametrarna för argonbågsvetsning har strikta krav. Spårformen visas i figur 1
Rengöring Av Båda Sidorna Av Spåret
Använd mekaniska metoder för att rengöra olja, rost, smuts och annat skräp som påverkar svetskvaliteten inom 20 mm från spåret och dess inner- och ytterväggar.
Rörledningsmontering
Vid montering av rör bör spårvinkel, spalt, snedställning, kantvinkel etc. uppfylla kraven i motsvarande specifikationer. Rörkopplingarna är rena och fria från skräp, innerväggen är jämn och den maximala snedställningen överstiger inte 10% av väggtjockleken och är inte större än 2 mm.
Fläckfixering
Punktfixering bör utföras symmetriskt, och manuell volfram inert gasbågsvetsning används för punktfixering, med en längd på 20 (mm). Efter punktfixering, kontrollera noggrant punktfixeringens kvalitet. Om det finns ytsprickor, porer, ofullständig svetsning och andra defekter måste de tas bort noggrant.
Miljöskydd
1.Relativ luftfuktighet>80%
2.Vindhastighet vid manuell bågsvetsning: ≥8m/s.
3.≥2m/s under argonbågsvetsning.
4. Temperatur: Svetsningens temperatur är lägre än 5 ℃.
5.Väder: Utomhusarbete utan snö- och regnskyddsåtgärder (när det är regn eller snö). När miljön på plats inte kan uppfylla ovanstående krav bör åtgärder som att sätta upp ett skyddsskjul, använda en ugn för att värma miljön för att höja omgivningstemperaturen och minska luftens relativa fuktighet vidtas innan svetskonstruktion kan utföras utförd. En temperatur- och luftfuktighetsmätare bör placeras i skyddsskjulet för att underlätta observation av omgivningens temperatur och luftfuktighet.
Eftersvetsinspektion
1. Utseendekontroll: Defekter som kan hittas genom utseendekontroll inkluderar: ytporer, slagginslutningar, svetsgenomträngning, underskärningar, sprickor och liknande ytdefekter samt ytfärg på svetsfogar. Besiktning kan utföras med förstoringsglas inom 10 gånger. Före inspektion ska slagg avlägsnas och rengöras inom ett 20 mm brett område på båda sidor av svetsen, och sedan ska inspektion utföras längs båda sidor av svetsen.
2. Radiografisk inspektion: Radiografisk inspektion av svetsar bör följa bestämmelserna i den aktuella industristandarden "Icke-förstörande provning av tryckbärande anordningar Del 2 Röntgeninspektion".

Vanliga frågor
S: Vi erbjuder 302, 304, 316 rostfritt stål
S: Kontakta vårt team för att diskutera dina krav.
Pris och frakt:
S: Vi köper högkvalitativt material på ett konkurrenskraftigt sätt.
A: FOB, CFR, CIF, dörr till dörr. Vi ger råd om det mest ekonomiska alternativet.
S: Vi erbjuder lager och effektiva bruksleveranser med minimerade ledtider. Vi ger en beräknad tidsram när vi har bekräftat din beställning.
Kommentarer


Taggar
Taggar


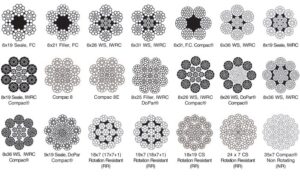
Nötningsbeständighet är nödvändig om stållinan ska dras över ojämna ytor. Rep gjorda av många små trådar är inte idealiska för att motstå nötning eftersom de slits ner snabbare. Välj istället rep med färre och större vajrar för att hantera slitande förhållanden bättre.