6 Підготовка зварювального порошкового дроту з нержавіючої сталі
Зміст
Форма і вимоги до Groove
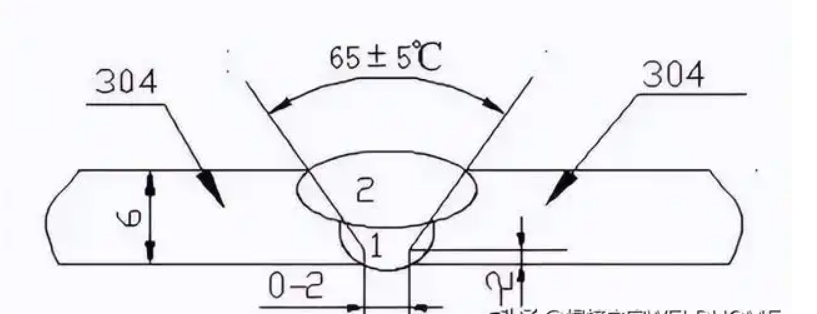
Не можна ігнорувати форму канавки нержавіючого порошкового дроту, а до параметрів канавки аргонодугового зварювання пред’являються суворі вимоги. Форма канавки показана на малюнку 1
Очищення обох сторін канавки
Використовуйте механічні методи для очищення масла, іржі, бруду та іншого сміття, що впливає на якість зварювання, в межах 20 мм від канавки та її внутрішньої та зовнішньої стінок.
Збірка трубопроводу
При складанні труб кут паза, зазор, зміщення, кут кромки тощо повинні відповідати вимогам відповідних специфікацій. Фітинги труб чисті та вільні від сміття, внутрішня стінка рівна, а максимальне зміщення не перевищує 10% товщини стінки та не перевищує 2 мм.
Точкове кріплення
Точкове кріплення повинно проводитися симетрично, а для точкового кріплення використовується ручне дугове зварювання вольфрамом інертним газом, довжиною 20 (мм). Після точкового кріплення уважно перевірте якість точкового кріплення. При наявності поверхневих тріщин, пір, незавершеного зварювання та інших дефектів їх необхідно ретельно усунути.
Охорона навколишнього середовища
1. Відносна вологість >80%
2. Швидкість вітру під час ручного дугового зварювання: ≥8 м/с.
3.≥2 м/с під час аргонодугового зварювання.
4. Температура: температура зварного шва нижче 5 ℃.
5. Погода: Робота на відкритому повітрі без снігу та заходів захисту від дощу (коли є дощ або сніг). Якщо навколишнє середовище на місці не відповідає вищевказаним вимогам, перед початком зварювальної конструкції слід вжити таких заходів, як встановлення захисного навісу, використання печі для нагрівання середовища для підвищення температури навколишнього середовища та зниження відносної вологості повітря. здійснюється. Вимірювач температури та вологості повинен бути розміщений у захисному навісі, щоб полегшити спостереження за температурою та вологістю навколишнього середовища.
Перевірка після зварювання
1. Перевірка зовнішнього вигляду: Дефекти, які можна виявити під час перевірки зовнішнього вигляду, включають: поверхневі пори, шлакові включення, проникнення зварного шва, підрізи, тріщини та подібні поверхневі дефекти та колір поверхні зварних з’єднань. Огляд можна проводити за допомогою лупи в межах 10 разів. Перед перевіркою шлак слід видалити та очистити в межах 20 мм з обох боків зварного шва, а потім провести перевірку вздовж обох боків зварного шва.
2. Радіографічний контроль: Радіографічний контроль зварних швів повинен відповідати положенням чинного промислового стандарту «Неруйнівний контроль обладнання, що працює під тиском, частина 2 Радіографічний контроль».

Питання, що часто задають
В: Ми пропонуємо нержавіючу сталь 302, 304, 316
В: Зв’яжіться з нашою командою, щоб обговорити ваші вимоги.
Ціни та доставка:
A: Ми закуповуємо високоякісні матеріали на конкурентоспроможних умовах.
A: FOB, CFR, CIF, від дверей до дверей. Ми підкажемо найекономніший варіант.
Відповідь: Ми пропонуємо складські та ефективні поставки з мінімізованого часу. Ми надамо приблизний термін після підтвердження вашого замовлення.
Коментарі


Теги
Теги


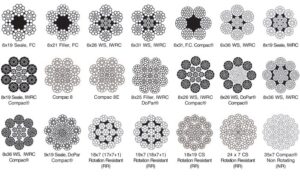
Стійкість до стирання необхідна, якщо дротяний трос буде тягнутися по шорстких поверхнях. Мотузки, виготовлені з багатьох дрібних дротів, не є ідеальними для опору стиранню, оскільки вони швидше зношуються. Натомість вибирайте мотузки з меншою кількістю та більших дротів, щоб краще справлятися з абразивними умовами.